连续地环烷酸腐蚀监测增加原油岩板灵活性
1. 导言
当前,原油价格高度波动,使得炼油利润率也存在较大差异,结果我们很难从原油岩板优化方面精确地选择原油和实现利润最大化。炼油厂可接受的各种原油灵活性对实现利润最大化十分重要,有些地区,甚至是某个炼油厂继续生存的关键。市场大多数较低成本原油——即所谓“机会原油”——是在标志原油价格基础上采取打折价格,这是因为它们具有难加工的属性——最主要的是用TAN(总酸值)衡量的腐蚀性。总酸值测量通常是实验室用来确定原油易于造成环烷酸腐蚀特性的试验方法。
北美地区价格更加低廉的页岩油和重油砂开采不断增加,导致炼油厂可加工进料的需求灵活性上升。这些原油以及采用三次采油和油井刺激技术的旧传统油田通常依赖于注入一种化学药剂,这种药剂残留在炼油厂的原油进料中。另外,大多数加拿大油砂本身总酸值就很高,同时,采用火车运输页岩油需要添加硫化氢钝化化学品,而这种钝化化学品可能会给炼油厂带来其他相关腐蚀性问题,比如原油塔顶部氨化合物盐化,最终可能会导致垢下腐蚀。北美地区采用的“哑铃形”石油加工方法——一种将页岩油和重油砂混合加工的方法——在促进塔稳定性、作业性能以及产品质量控制方面的作用得到大量宣传,而这些原油混合物增加的腐蚀风险却很少宣传,但是,这类风险却越来越成为一种普遍现象。
因此,提高可在炼油厂加工的各种原油质量灵活性也潜在地增加了设备完整性风险,造成腐蚀增加。这在大多数情况下表现为检测到设备某些区域出现不可接受的高腐蚀时,装置会停工。尽管如此,如果被忽略而且不及时处理,这类过量腐蚀会导致碳氢化合物泄漏,最糟糕情况下,甚至发生爆炸或火灾,导致人类悲剧,增加业务中止时间,造成秩序混乱,增加大量设备重建成本,同时也会导致公司品牌声誉受损以及未来对公司监管力度加大。
某些重要工艺装置中产生的计划外停工通常会耗尽从腐蚀性较高的炼油业务中赚取的利润,因此,炼油厂不得不在利润最大化和设备高开工率管理之间走钢丝。除此之外,各个炼油厂还面临降低成本压力(大多数情况下通过减少员工人数和减少使用承包商的频度来实现,通常包括检查部门资源),同时,维护设备完整性适当监测水平的能力也面临诸多挑战。
全世界石油天然气工厂经营者们正在通过积极部署规模化永久性安装的持续式壁厚监测器跟踪关键位置腐蚀情况,解决这类问题。更加严谨的监测不但能够以高性价比方式跟踪相关区域的腐蚀情况,而且让炼油厂具体找到导致不断腐蚀率加快的进料或工艺运行——从而进一步优化在线腐蚀降低策略以及验证其有效性,最终可以作出及时的、循证的完整性管理决策。
2. 原油加工灵活性需求
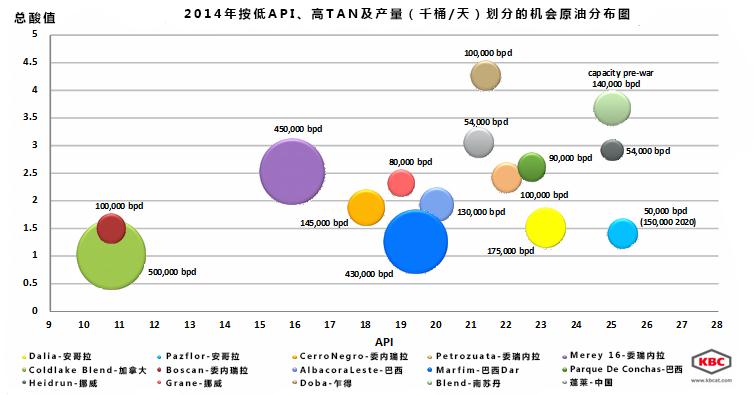
图1:市场上出现的新原油TAN和API对比 [数据由 KBC Energy Economics提供]
图1中由KBC Energy Economics提供的最近数据表明,市场出现的大多数新型原油也面临着加工特性方面的挑战,尤其是酸性或总酸值方面的挑战。全世界大多数现有炼油厂设计主要考虑加工总酸值0.3 mgKOH/g或以下的原油,但是,上图显示全球原油总酸值为1 mgKOH/g或以上的产量增加了/正在增加3%左右。这些原油通常以比诸如Brent 或WTI这样的标志原油低几美元/桶的价格出售。如果机会原油以低于标准原油岩板0.5美元/桶的价格出售,那么一个一般产量20万桶/天(1000万吨/年)的炼油厂的利润能够增加3500万美元/年,远远地超出增量化学抑制和监测成本,意味着抑制/监测项目实施的回报时间通常是几个月。
在决定加工更具腐蚀性原油时,原油规划人员通常会“考虑”到完整性影响,这样的考虑将以未来发展过程中某些重要设备项目的估算更换成本为依据。除非炼油厂拥有几年和几个循环周期加工这类高酸性原油的经验,这些考虑将只不过是一些“有依据的推测”,因为缺少将特定原油类型同相对应腐蚀率联系起来的硬性数据。
3. 环烷酸腐蚀
高总酸值原油会造成环烷酸腐蚀,这种腐蚀极具侵略性,通常属于局部腐蚀机理,具有“橘皮”效果特点,如下文图片(图2)所示。虽然这种问题大多数集中在原油和减压蒸馏装置上,但是,进入下游转换和加氢装置的气油和残余产品也呈现一定水平的总酸值,也是使用碳钢制作的进料部分设备的问题所在。


图2:环烷酸腐蚀 [数据由 Nalco Champion公司提供]
设备内,环烷酸腐蚀的侵略性是由装置中的四个关键参数决定的:
3.1- 温度——环烷酸侵蚀开始在温度大约超过200-220˚C (390-430˚F)的原油和减压蒸馏装置的一些区域出现——从预热系统热端开始,通过进料加热盘管,对原油蒸馏塔的下部、轻/重气油侧拉力以及残余品消减产生影响,直到这些装置被冷却到低于该临界温度阈值。真空装置中的危险区域也是一样的。
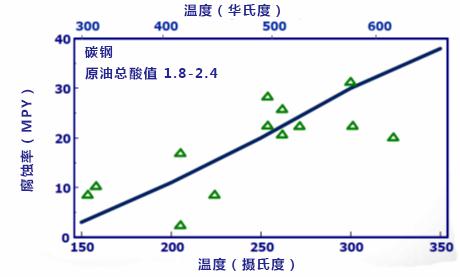

图3:环烷酸腐蚀温度差异性[数据由 Nalco Champion公司提供]
原油蒸馏塔
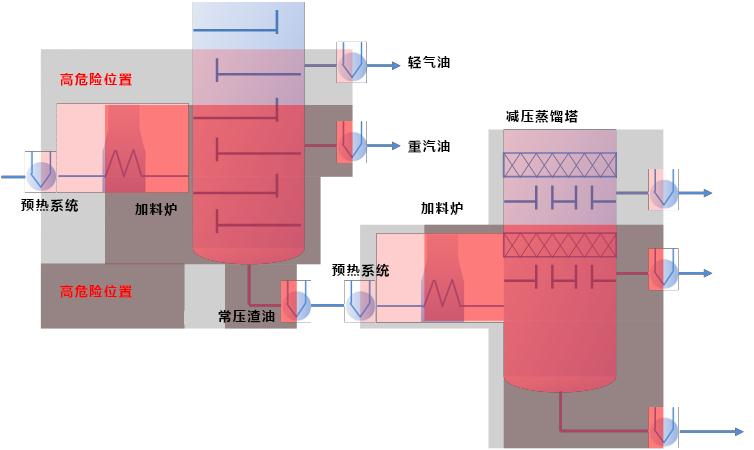
图4:原油和真空蒸馏塔中环烷酸腐蚀高风险位置
3.2-冶金学特点 ——环烷酸腐蚀对碳钢具有最强侵蚀性,据记载,温度超过300˚C (572˚F)时,3 mgKOH/g或以上总酸值的原油的腐蚀率达到40-50毫米/年(1600-2000密耳/年)。尽管不同等级的不锈钢在一定温度范围内抵抗环烷酸腐蚀能力存在差异,但是总体上不锈钢表现出良好耐环烷酸腐蚀性,如下表中所示:
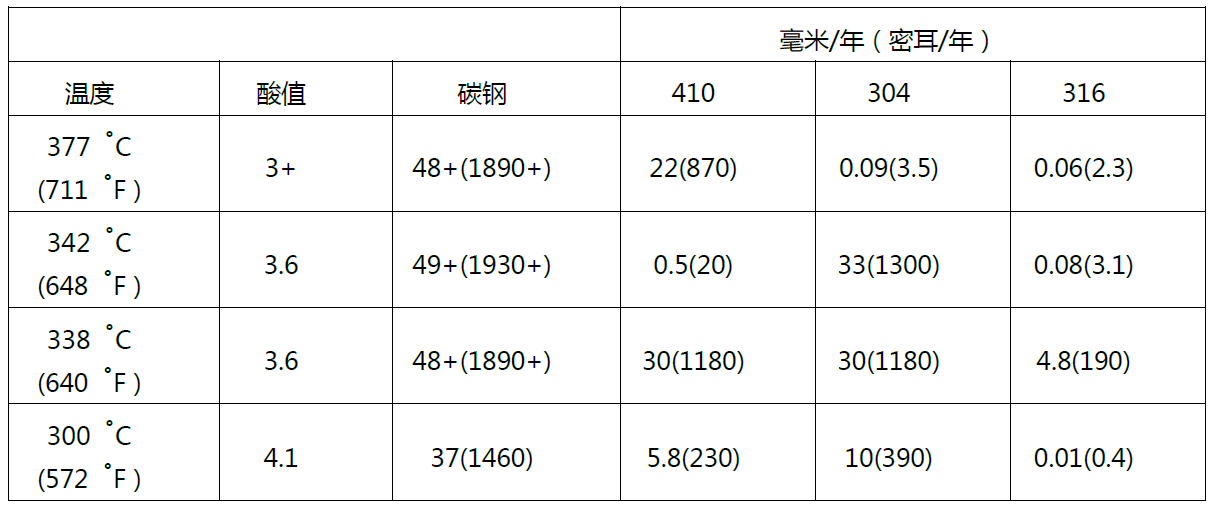
图5:环烷酸腐蚀冶金差异性[数据由 Nalco Champion公司提供]
3.3-速度——本质上环烷酸分子相对懒惰,只有在高剪切速度的“激活”下才改变这种状态——比如我们所发现的减速器和膨胀器所导致的断流,弯头和弯管以及T形件造成的断流,或者发生流动扰动的下游,比如泵抽送量、喷嘴或侵入探头。这导致这些区域存在环烷酸腐蚀的概率比较大。
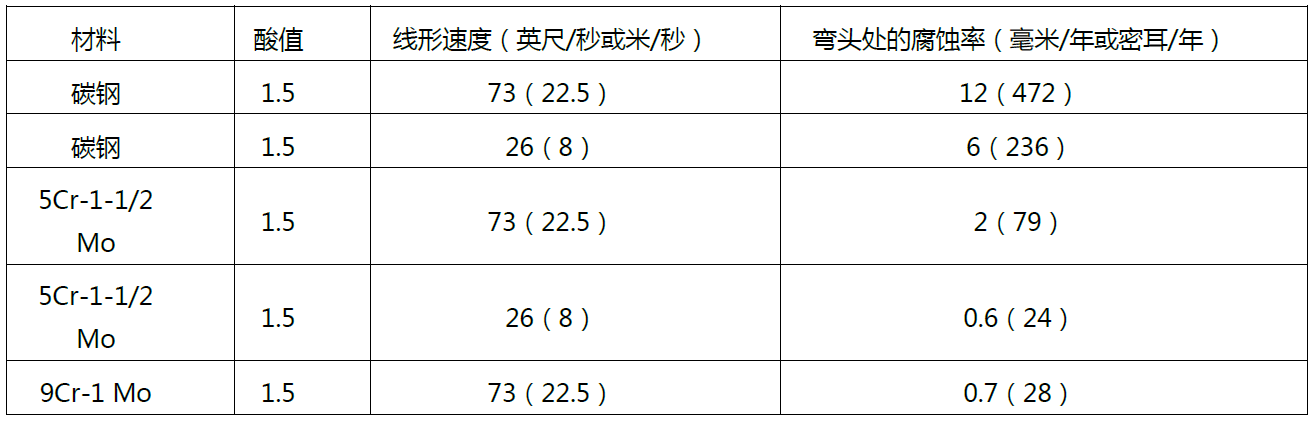
图6:烷酸腐蚀流速差异性[数据由 Nalco Champion公司提供]
3.4-原油硫含量——另外,也有现场证据表明,高总酸值酸性原油的腐蚀性不及高总酸值低硫原油的强,这是因为前者形成了一层保护金属表面的硫化铁钝化层。市场上可买到的几种环烷酸抑制化学品也是利用同一钝化原理工作的。尽管如此,也需要记住一点,硫化铁层的形成也会以化学方式永久地侵蚀设备壁金属。另外,这也是一种不稳定的现象,比如,当装置关闭时或者当流速发生重大变化时,所形成的硫化铁钝化层也会消失。

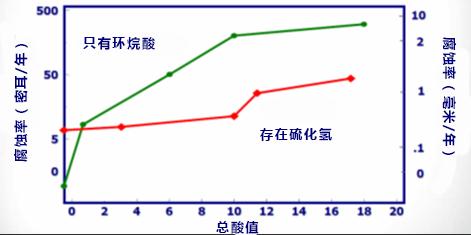
图7:环烷酸腐蚀硫含量差异性[数据由 Nalco Champion公司提供]
3.5- 按沸点区分环烷酸——原油总酸值近似的不同原油会含有不同形式的环烷酸分子,这些分子在不同沸点分离。比如下图中,Gryphon、 Captain和 Cerro Negro原油的环烷酸腐蚀主要集中在原油蒸馏装置,而Doba原油的环烷酸腐蚀主要集中在减压装置。了解环烷酸分离温度对确定监测策略十分重要。

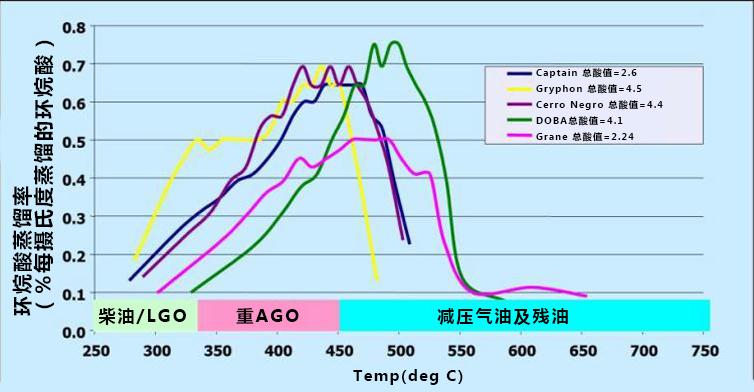
图8:不同类型原油沸点温度总酸值差异性 [数据由 Nalco Champion公司提供]
4. 环烷酸腐蚀管理
各个炼油厂主要采取两种策略减轻环烷酸腐蚀影响——首先,他们对各个装置的大多数/全部脆弱区域的冶金学特性进行升级,其次,他们利用化学抑制剂——这两种策略都需要在主要区域进行更加严密监测,以核实抑制剂的分布以及冶金学特性升级情况。这些选项的选择往往会涉及到资本预算可用性问题——当前形势下,预算在不断被消减,许多经营者正在化学抑制和冶金学特性升级监测之间做出选择,尤其是可在不关闭设备的情况下在线优化抑制剂和安装完整性监测系统以来,这种趋势越愈发明显。

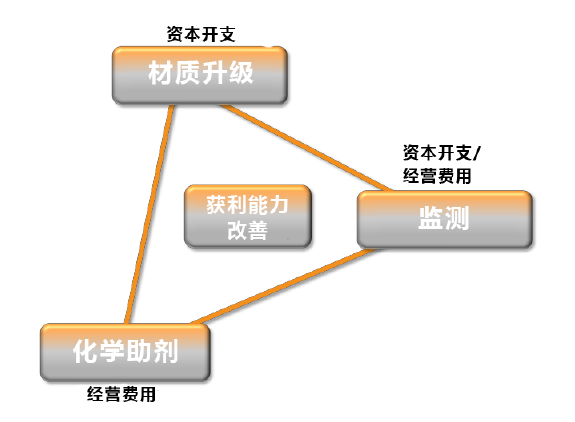
图9:减轻环烷酸腐蚀的冶金特性升级和化学抑制选择
5. 腐蚀监测一般使用的技术
传统上用来监测炼油厂腐蚀的仪器有几种类型。其中最常用的两种是腐蚀探头和手持超声仪。
5.1-腐蚀(或电阻)探头——上个世纪60年代起,人们就开始使用腐蚀探头。这些探头主要依赖于一个带有消耗端的侵入元件,将消耗端放入工艺流体中,通常消耗端制作所使用的材料同周边设备的材料一样。随着消耗端腐蚀,其电阻会发生变化,发生变化的电阻记录在外部仪器(通常是一个局部安装的数据记录器)上,但是,人们现在不断地使用无线连接方式记录相关数据。消耗端的腐蚀液用来推断周边设备经历的腐蚀水平。虽然用起来很简单,但是腐蚀探头存在诸多缺点:
• 由于存在前面描述的剪切速度,中心线测量腐蚀率可能会与墙壁测量腐蚀率不同。
• 两到三四年(或如果是“高敏感度”应用环境下,时间甚至会更短)后,消耗端通常会被腐蚀殆尽,而大多数炼油厂现在每个经营周期一般超过5年。因此,通常需要在线更换腐蚀探头。为了避免给工作人员带来危险,通常需要采用非常严谨的安全程序以及进行大量技术人员培训。尽管这样,据记载,还是发生了因探头在残压作用下被高速弹出造成的几次安全事件。国际上有几家石油公司已禁止在设备运转时将腐蚀探头拆除,这样一来,到了经营周期最关键的最后一两年,从腐蚀角度来说,这些设备都只能“盲目”地工作。
• 这些探头的侵入性质意味着正常经营期间,不能安装这些探头,因为它们需要将特制的安装法兰打孔,并焊接到管道上。
• 侵入性探头会造成流体流速扰动,从而会造成下游环烷酸腐蚀。
• 大多数基于数据记录器的旧型腐蚀探头需要工程师到设备那里去下载数据。因此,工程师需要亲自进入到探头位置,数据收取效率极低。
5.2-手持超声仪波仪器——超声仪用于石油天然气行业已经有了50年左右的历史,被证明是一种可靠的技术。这种技术涉及到直接安装在金属表面变频器生成的超声波。超声波通过金属设备传播,最后被背面内壁反射回来。 反射回来的超声波信号(或者超声扫描信号)被记录下来,发送信号和反射信号之间的时间差(“飞行时间”)可用来测量壁厚。虽然这种技术比较可靠,但是要完成一个腐蚀测量点超过80000个的中等规模炼油厂的全部测量工作非常耗时,需要大量人力才能完成,因此,单个低等风险度-中等风险度的测量点的壁厚可能2-3年才测量一次。因此,要高频率、有信心地测量主要位置的腐蚀率或者将高度壁损耗各个期间与具体的进料或工艺作业(需要按天进行各种有用测量)结合起来,是非常困难的。
另外,除了简单易操作之外,手持超声仪器方法也存在下列缺点:
• 重复性和再现性误差——让同一无损检测技术员使用同一设备连续对同一位置进行精确测量是不可能的。因为手持仪器需要进行仔细的校准,同时解释超声波形也需要具备一定技术能力,这就造成了厚度测量误差。下图所示为1984年-2013年期间对单个(名义)位置进行的手工测量结果。很明显,对于每项测量结果,不同时间壁厚和腐蚀率的测量结论不同。从这些数据可以推测出手持超声仪的精确度是+/- 0.5 -1 毫米(+/- 20-40密耳)。
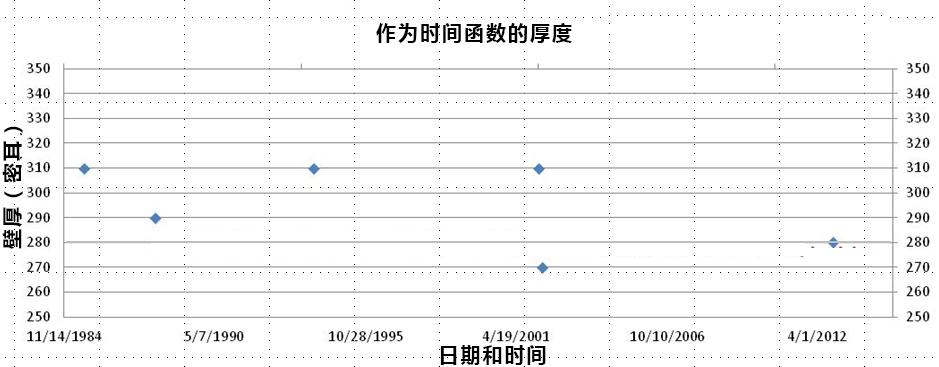

图10:使用手持超声仪对固定位置进行测量(按时间顺序) [数据由Chevron提供]
• 易受金属内表面粗糙度(比如局部化锈蚀)影响——超声物理学特性存在一种局限性,那就是金属内表面上非常细小的缺陷也会导致超声波发散,造成反射信号的扭曲。这体现在与之前读数相比,壁厚竟然增加了,这根本是不可能的事情。人性使然,人们会抛弃这样的测量结果,操作员一般会将探头轻轻地移到一侧或者其他位置,直到获得所谓“正常”的读数(等于或低于前一读数)。因此,将仪器放在内表面粗糙位置时,这类局限性可能获得有价值的信息,但是也意味着错过对那些真正出现腐蚀活动位置的测量。下图所示为安装永久性传感器时这种现象的图例:
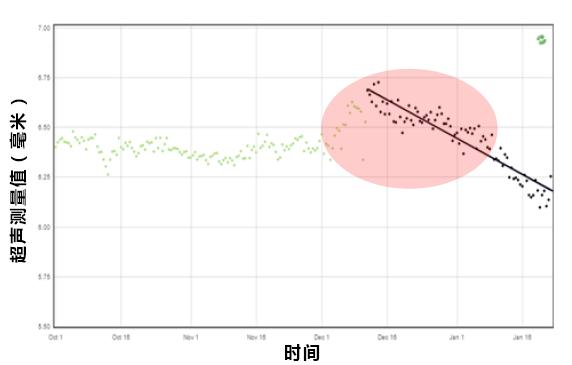
图11:局部化腐蚀机理影响下永久安装超声传感器测量的壁厚趋势
上图中红圈标注期间,是受内表面粗糙度影响最大的时间,由于该超声分散效应,实际厚度无从知晓。
• 高温——大约超过100˚C (212˚F)的温度可能会对超声探头的电子器件造成永久性损坏。另外,超过该级别的温度或者可能产生环烷酸的其他类型的温度下,检查人员靠近热金属件工作,即使穿戴保护设备,也是不安全的。
• 亲身进入——检查人员需要能够靠近相关测量位置的设备,因此需要采用脚手架(可能需要永久安装),需要去除隔热层手工测量裸露的金属器件,这需要付出高昂成本和导致能源损失。
6. 现代永久性安装连续腐蚀监测技术
当前有几种现代化且经过验证可靠的腐蚀测量技术,这些技术试图要克服侵入式探头和手持超声仪的缺点。这些技术主要分为两类:
• 永久安装局部/点式测量技术;
• 永久安装区域测量技术。
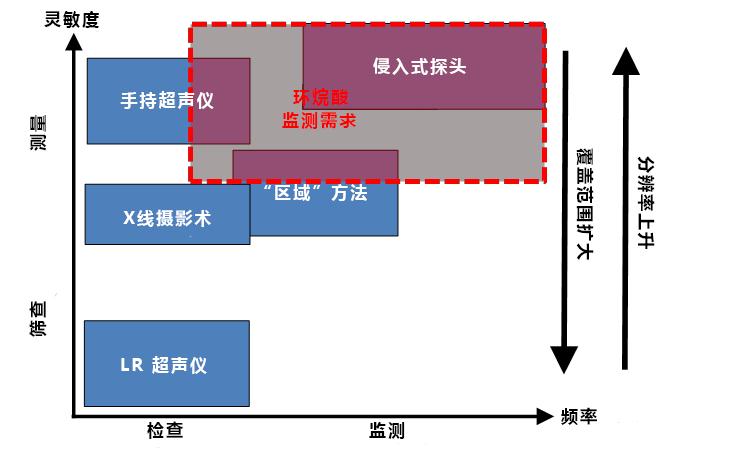
图12:测量技术分类——灵敏度与测量频率
上图所示为各种技术的分类,这些技术包括前一章节描述的侵入式(ER)腐蚀探头和手持超声仪(UT),分类是根据是否使用筛选或测量技术以及是否可用来检查或监测进行的。
在确定某一特定系统中是否存在腐蚀活动以及全部金属损耗大体程度方面,区域测量方法为我们提供了一种有价值的途径。尽管如此,测量区域的扩大却相应地降低了这些测量的分辨率或灵敏度。如果这些仪器显示整个测量区域发生1%的金属耗损量,则需要技术精湛并经过严格培训的专业人士解释金属损耗是整个区域一致的金属耗损还是单个锈斑金属损耗,这些金属损耗都可能穿透整个壁厚。
实践中,区域测量工具是筛选的最佳工具。这些系统收集到的数据通常会定期发送给专业人士进行解释,进行处理并在晚些时候返回,这就会造成额外数据加工成本和延迟。大多数情况下,这类设备结构复杂,采用精密金属表面连线耦合器,从而造成购买和安装成本高,容易在工业环境中损坏。大多数这类系统需要检查人员亲临现场取回数据,从而需要亲自靠近设备。一旦部署,如果接下来发生设备更换,这些系统是不能移动位置的。
当今可用的点式测量方法大多数以超声波为基础,存在之前描述的两种缺点:
• 因电子器件灵敏性,不适于高温应用环境;
• 粗糙内表面会造成超声波反射变形,从而混淆壁厚趋势。
图12中的红框表示有效环烷酸腐蚀测量所需测量频率和灵敏度。这意味着手持超声仪、“区域”方法和侵入式探头都能提供部分解决方案,但没有一种技术能够满足全部要求。
7. 永感™技术概述
永感™永久安装超声无线壁厚检测传感器克服了这两种局限性,成为环烷酸腐蚀监测的理想技术——除了大规模安装简单和性价比高之外,既具备反映壁厚细小变化的灵敏度,也具备适应极端装置条件的坚固耐用性。
7.1-能灵活适应高温环境——传感器的设计纳入了下图所示获得专利的独特“波导”设计。波导采用导热性能差的不锈钢制成,因此,电子器件就能安全地避开热金属表面(温度高达600˚C (1100˚F))的影响。这种技术是目前市场唯一可以购买得到的点式测量技术,能够在300˚C (572˚F)以上的温度条件下工作。
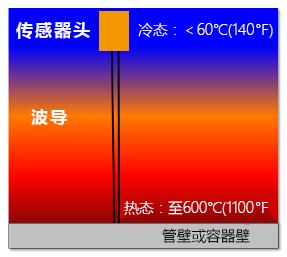
图13:永感™专利波导技术保护电子器件不受高温影响的效力
超声波从“发送”变频器发出,沿着波导传送,反射信号沿着另一波导传送,到达“接收”变频器上。与手持超声仪一样,“表面波”信号和内部金属面第一次反射之间的“飞行时间”差提供壁厚测量结果,如下图所示。
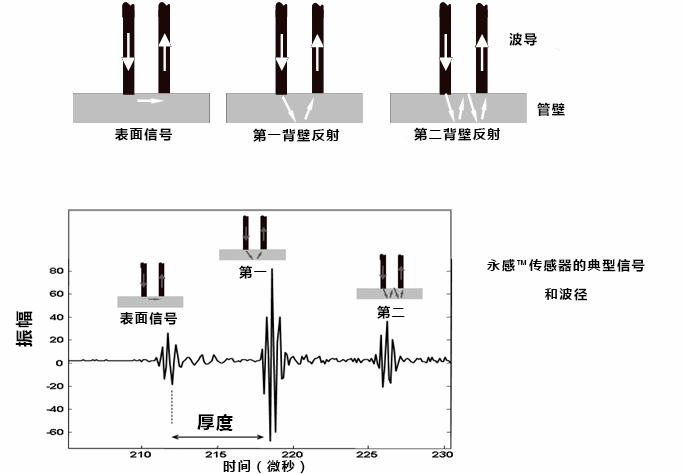
图14:永感™ 超声传感器的信号及波径
7.2-粗糙度效应分辨率——Permasense最近宣告了采用一种获得专利的专有AXC(自适应交叉相关)超声信号处理方法后,他们的技术获得了巨大进步。不同于扫描内表面第一超声反射峰值,AXC使用前波形结构改进第一次反射探测的可靠性,甚至改进粗糙内表面发生的信号扭曲。AXC能够将壁厚测量与内表面发生的粗糙区分开来——尽管如此,现在发生的粗糙度使用色带加以区分,所谓色带就是Permasense形状指标(PSI)。使用AXC方法重新处理图11中数据的结果,如下图所示:
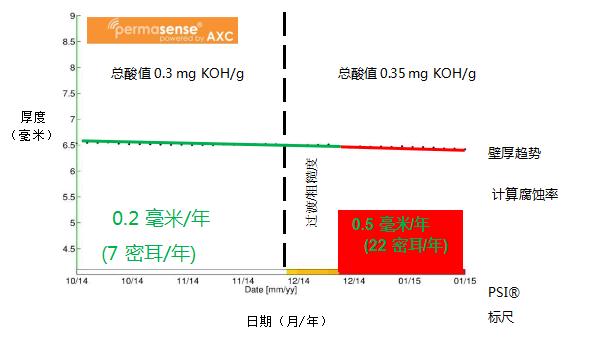
图15:环烷酸腐蚀机理永感™ AXC处理壁厚数据

因此,本次案例研究中,原油总酸值上升到一个相对适度范围(0.3- 0.35 mgKOH/g),PSI标尺颜色很快地变成黄色,表明内表面变得粗糙。一旦获得稳定的腐蚀率(大约一周后),PSI标尺变为红色,表明内反射金属表面形状快速发生变化。壁厚测量结果表明腐蚀率明显地从0.2毫米/年上升到0.5毫米/年。这种改进后处理方法能够更容易地解释超声数据。
8. 局部测量/区域覆盖
永感™系统的设计通过使用无线通信和电池供电,避免后续使用铠装和电缆槽装置进行布线,达到了低安装成本的目的。这种安装简化方式可让传感器成为用于那些仅在经营期间进入的远端位置监测的理想品。
与手持超声仪类似,每个传感器的测量覆盖区面积大约为1平方厘米。因此,使用单个传感器进行监测,探测到局部化腐蚀(比如环烷酸腐蚀)的概率较低。为了提高探测概率,需要在了解温度、冶金学特性、设备几何形状以及原油类型酸的沸程分布的基础上,安装多点阵列传感器。每个阵列所需传感器数根据历史检查记录确定,或者按照当前监测的受腐蚀影响的区域所占比例确定——受影响区域所占整个被监测设备面积比例越小,要达到局部化腐蚀活动探测90%可信度需要使用越多传感器。

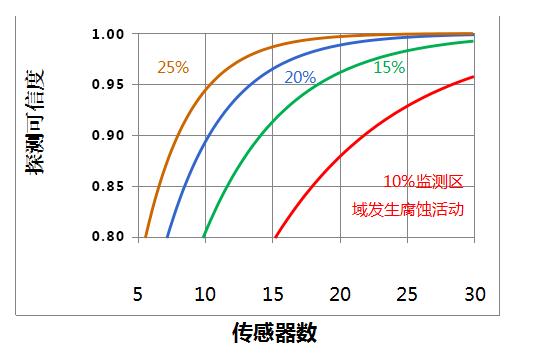
图16:根据腐蚀区域和探测概率确定的传感器数差异
图16所示为英国帝国理工大学无损检测工程中心的数学分析结果,这些结果表明了阵列规模、腐蚀活动区域占整个受监测区域比例以及探测概率之间的关系。
该分析成为图17中系统地显示用于可能遭受环烷酸腐蚀的原油加热器传输线路的26个传感器系统以及弯管监测使用的14个传感器列阵的传感器布置理论来源:

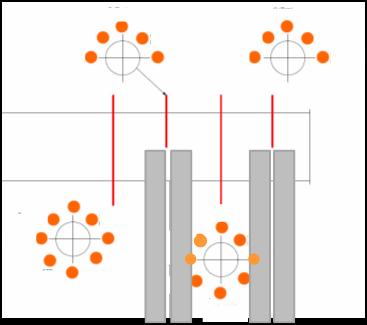
图17:原油加热器至塔的传输线路点式传感器监测列阵布局实际安装示意图

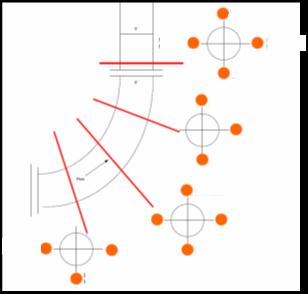
图18:弯管监测列阵布局实际安装示意图
9. 点式测量分辨率及工艺温度变化效应
由于音速通过金属会产生变化,因此所有基于超声波的测量都会受到工艺温度变化的影响。

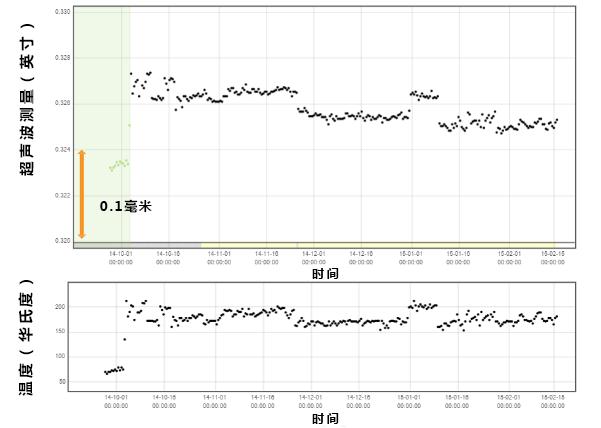
图19:单个位置随时间变化的壁厚测量和壁温度变化
图19所示为使用永感™永久安装超声传感器测量的壁厚变化情况。如图所示,放大时,如果工艺温度波动为20˚C (40˚F),壁厚变化程度为0.05毫米(2密耳)。这种变化程度很小,不适于用来确定腐蚀率的短期变化,从而促使某些经营者继续使用“高灵敏性”的侵入式探头,尽管他们明白这种探头存在各种问题(如上文所述)。最新一代的永感™传感器(WT210)利用集成热电偶测量金属表面温度,能够自动地补偿工艺温度变化时的壁厚数据,如图20所示,相关数据与图19中数据相同。
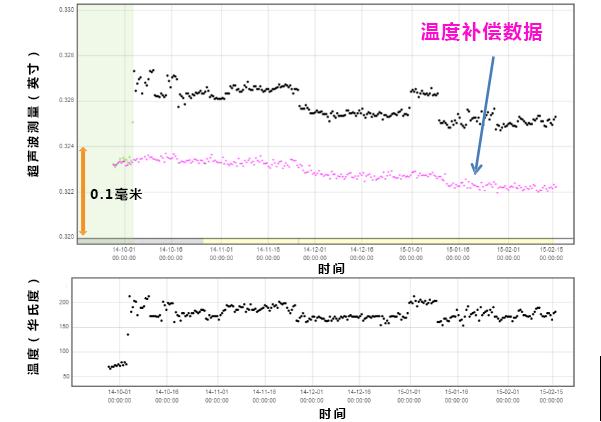

图20:经温度补偿处理的壁厚测量数据
经过温度补偿处理的数据的差异低于10微米(0.2密耳)。这样的精度可能探测到更小、更短期的腐蚀率,且可行度更高。尽管如此,需要注意的是,经校正数据表明腐蚀在该位置并未连续发生,其中还发生两个毫无关联的腐蚀事件,两者都被原数据的工艺温度变化效应所掩盖。使用永感™传感器和自动化数据处理技术所能够达到的精度可与高灵敏度侵入式探头相媲美,但不存在后者内在的安全问题和其他问题。
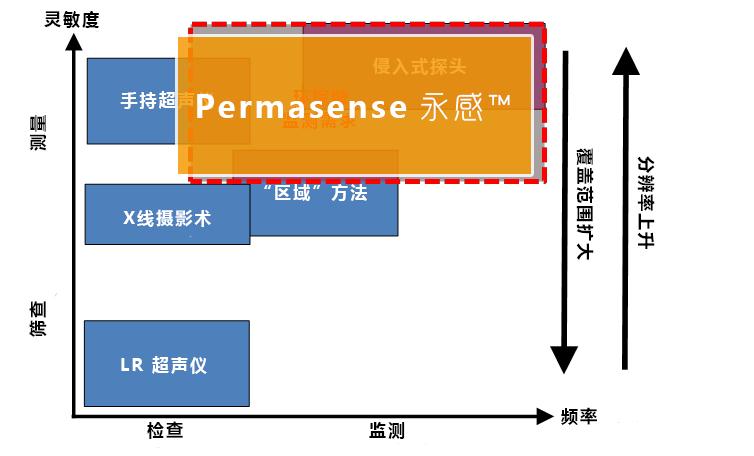

图21:永感™ 技术 —— 灵敏度与测量频率比较以及环烷酸腐蚀监测适用性
图21复制了图12,但是显示了上述永感™技术的适用性,该技术加入了最新的技术进步,能够补偿内表面粗糙度和工艺温度变化,完全满足和甚至超过有效环烷酸腐蚀监测各项要求。如果该图采用3维方式呈现,其中温度为Z轴,可以看出,用于高总酸值原油相关的环烷酸腐蚀监测,永感™技术具有独特性。
10. 结论:
10.1-市场状况正促使炼油厂寻求各种新方法提高获利能力。这包括加工更具腐蚀性和质量更不稳定的原油(亦即所谓“机会原油”)。这样一来,腐蚀导致的故障风险上升,而且所处环境是一个成本有限的环境,是一个检查人数和合同资源有限的环境。
10.2-高总酸值原油越来越多,加上北美地区页岩油和重油砂开采不断增加(各自都存在与完整性相关的加工问题),导致炼油厂在冶金学特性升级和化学抑制/腐蚀监测之间作出选择。由于预算局限,许多石油公司选择化学抑制和更加严格监测。抑制/加强型监测测量的回报时间通常为几个月。
10.3-环烷酸腐蚀是一种高温条件下产生的局部化现象。环烷酸腐蚀主要集中在某些几何形状类型的金属,包括壁面出现剪应力的金属。要实现有效监测,需要一种可以处理高温问题的技术;这种技术对内表面粗糙度细微变化很敏感,从而能够探测锈蚀,另外,这种技术可实现大规模传感器的简单安装,性价比高。
10.4- 虽然侵入式探头具备所需灵敏度和响应能力,但是安装和维护复杂,在更换消耗端时存在安全隐患。这种探头属于单点测量,然后根据单点测量结果推出整个工艺流体对设备壁造成的腐蚀影响。手持超声仪因测量位置、操作人员和设备之间测量结果差异而存在重复性/再现性问题。尽管如此,跟所有基于超声波技术一样,超声波信号可能会被内表面局部粗化造成的散射效应畸变。区域和扫描类技术不能实现所需局部分辨率或者不能轻易地解释数据,因此不适于环烷酸监测。
10.5- 永感™技术以阵列方式布局传感器,能够抵抗高温,能够提供所需局部分辨率精度以及能够提供所需监测范围覆盖,是用于环烷酸监测的完美解决方案。加入专有的自适应交叉相关(AXC)超声波信号处理技术后,能够可靠地探测局部粗糙度和锈蚀以及确定环烷酸腐蚀特点,另外,这类技术也能避免所有其他超声波方法所存在的超声波分散问题。最新一代永感™传感器通过使用自动化温度补偿,能够提供“高灵敏”侵入式探头一样的精确度,从而能够可靠地测量短期变化。这样一来,这种技术就成为短期石油加工活动腐蚀监测和跟踪的理想选择。
10.6-过去5年,永感™传感器已在全世界60多家炼油厂安装使用,这些炼油厂包括国际石油公司、独立经营公司以及国家石油公司。在过去5年中,这些传感器已自动提供了超过1000万个在线测量数据给那些需要利用数据作出更好运营和资产完整性管理决策的人士。
